服務(wù)熱線
13963508480
服務(wù)熱線
13963508480
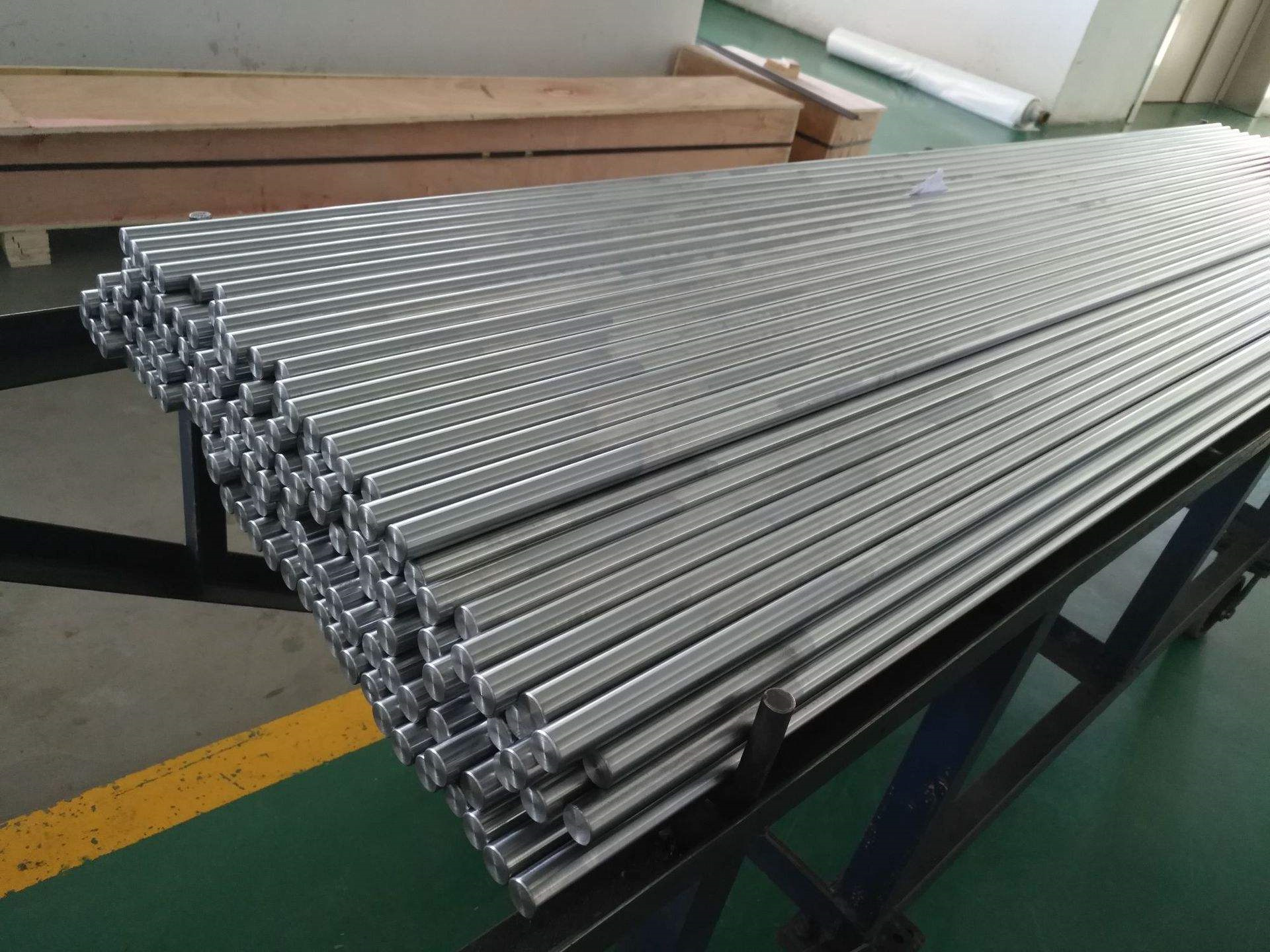
絎磨管廠家提供液壓油缸的保養(yǎng),,在絎磨管的加工��(guò)程中,影響絎磨管最終成品質(zhì)量的重要原因就是絎磨管表面的麻點(diǎn),,想要生��(chǎn)出質(zhì)量較高的絎磨��,,首要修��(fù)的就是這些麻點(diǎn)瑕疵。針��(duì)這一問題,,可以使用以下方法��(jìn)行修��(fù)��1,、選用優(yōu)��(zhì)的熱軋管坯料
從原料��(jìn)行控制,冷拔管的麻點(diǎn)瑕疵均是由于熱軋管引��,,通過(guò)選用銹蝕程度��,、厚壁均勻的熱軋管,可以減少麻點(diǎn)缺陷,,提高絎磨管的成型率,��
2、對(duì)熱軋管內(nèi)孔��(jìn)行清潔處��
有關(guān)專家指出,,在��(duì)熱軋管冷拔前如若采取探傷以及��(nèi)表面缺陷的清潔處理后,,可以保證冷拔管��(nèi)孔無(wú)麻點(diǎn)等缺陷,使絎磨的加工余量��(dá)到最��,,從而降低生��(chǎn)成品,,提高生��(chǎn)效率,在一些發(fā)��(dá)��(guó)��,,如日本,、英��(guó)、德��(guó)等生��(chǎn)企業(yè)均是采用這樣的生��(chǎn)方式,��
3,、提高冷拔程度,加大變形��
為了減小絎磨磨削余量,,達(dá)到減少麻��(diǎn)瑕疵缺陷的目��,,需在絎磨管加工��(guò)程中增加管材的冷拔變形次��(shù),加大總變形��,�� 油缸是工程機(jī)械最主要部件,,傳��(tǒng)的加工方法是:拉削缸體——精鏜缸體——磨削缸體。采用滾壓方法是:拉削缸體——精鏜缸體——滾壓缸體,工序��3部分,,但��(shí)間上��(duì)比:磨削缸體1米大概在1-2天的��(shí)��,,滾壓缸��1米大概在10-30分鐘的時(shí)間。投入對(duì)比:磨床或絎磨機(jī)(幾��(wàn)——幾百萬(wàn)��,,滾壓刀��1仟——幾��(wàn)��,。滾壓后,孔表面粗糙度由幢滾前Ra3.2��6.3um減小為Ra0.4��0.8&um,,孔的表面硬度提高約30%,,缸筒內(nèi)表面疲勞��(qiáng)度提��25%。油缸使用壽命若只考慮缸筒影響,,提��2��3��,,鏜削滾壓工藝較磨削工藝效率提高3倍左右。以上數(shù)��(jù)��(shuō)��,,滾壓工藝是高效��,,能大大提高液壓油缸的表面質(zhì)量��
Copyright © 2020 http://rwku.cn All rights reserved.
版權(quán)所有:��(lián)系我��-99公司客服��(lián)系電��-99��|絎磨��,油缸��,缸筒,滾壓��,珩磨��,研磨��,滾壓缸筒,精密��,磨管,,備案號(hào)�� 魯ICP��2023020964��(hào)-1
��(lián)系人:安��(jīng)�� 手機(jī)��13963508480 ��(wǎng)址:www.rwku.cn 地址:山東省聊城��(jīng)��(jì)技��(shù)開發(fā)區(qū)蔣官屯街道金山路帝豪物資南一��107��(hào)車間