服務(wù)熱線
13963508480
服務(wù)熱線
13963508480
與內(nèi)螺紋切削對比,珩磨��(bào)名參加鉆削的磨砂顆粒��,加在每片磨砂顆粒上的切削速度十分��,因此珩磨的切速低.在珩磨管的珩磨全過程中又��(zhuǎn)動加很多的冷凍液,使產(chǎn)品工件表層獲得充足制��,不容易燙��,生產(chǎn)加工形變層薄,因此能獲得偏��(xì)粗糙��.
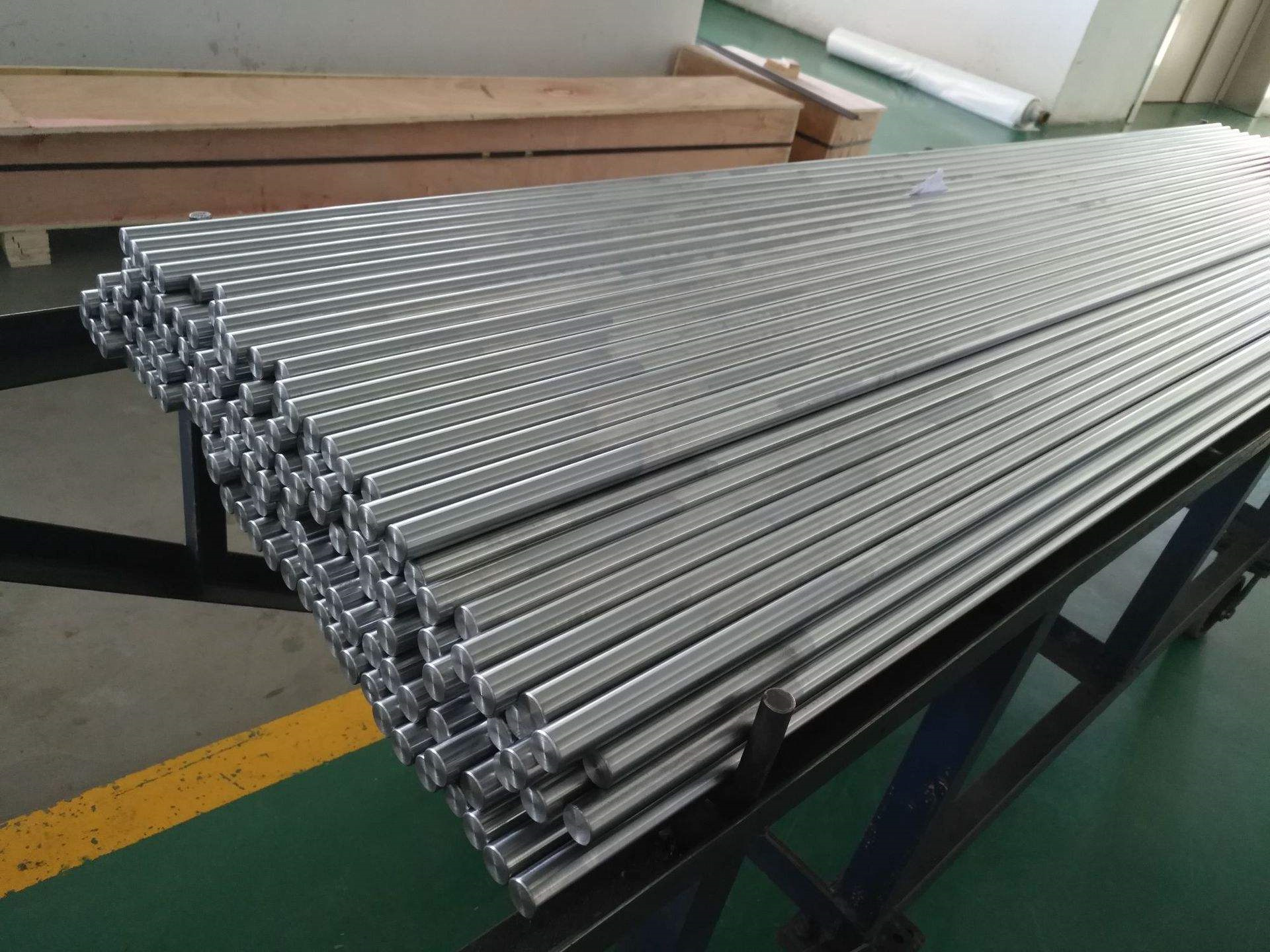
以便提高工作效率,珩磨管的生產(chǎn)制造全是機(jī)械自動化方法��,將珩磨頭與車床主軸選用波動聯(lián)��,以確保容量勻��.��?yàn)樯皸l較長,珩磨��(shí)��(chǎn)品工件的凸起一部分先與砂條觸碰,接觸壓力很大,使凸起一部分迅速被磨掉,直到��(diào)整到��(chǎn)品工件表層與砂條所有觸��.因��,珩磨可以��(diào)整前道工藝過程造成的幾何圖形樣子偏差和表面波度��,但不可以��(diào)整中心線部位偏差.
要想使珩磨管得到 ��(yōu)良的珩磨��(shí)際效��,除采用優(yōu)秀的珩磨專用工具及恰當(dāng)采用磨條原材料和粒度分布��,珩磨��(shí)選用加工工藝主要參數(shù)對生��(chǎn)加工品質(zhì)和生��(chǎn)效率也是有挺大的危害.例如適度提升珩磨的反��(fù)��(yùn)動速率,除開提升功效��,還能改��(jìn)工藝性能.
也有有關(guān)管件珩磨中的珩磨工作壓力,也就是砂條功效在��(chǎn)品工件表層的工作壓力,決策于被生產(chǎn)加工表層的強(qiáng)��,磨條的特性及生產(chǎn)加工的粗糙度��(guī)��.以便減少珩磨��(shí)��(chǎn)品工件的��(fā)��,立即清除切削以優(yōu)化粗糙度,在珩磨時(shí)��(wù)必釋放潤化冷凍液,確保珩磨管的精密��.
Copyright © 2020 http://rwku.cn All rights reserved.
版權(quán)所有:��(lián)系我��-99公司客服��(lián)系電��-99��|絎磨��,油缸��,缸筒,滾壓��,珩磨��,研磨��,滾壓缸筒,精密��,磨管,備案號�� 魯ICP��2023020964��-1
��(lián)系人:安��(jīng)�� 手機(jī)��13963508480 ��(wǎng)址:www.rwku.cn 地址:山東省聊城��(jīng)��(jì)技��(shù)開發(fā)區(qū)蔣官屯街道金山路帝豪物資南一��107號車��